Fabrication Services
Core Reactor Components
-
Calandria Tubes & Calandria Spools
-

Fuel Channel Annulus Spacers (Garter Springs)
-
Guide Tube Assemblies
-

Liquid Injection Shutdown System (LISS) & LISS Nozzles
-

Liquid Zone Control Assemblies
-

Neutron Flux Detector Assemblies
-

Shut-off, Control & Adjuster Assemblies
Reactivity Mechanisms
-

Bellows
-
Closure Plugs
-

Custom Precision Seamless Tube Sizes
-

Drive Mechanism (Gearbox)
-

Flasks
-

Guide Tubes
-

Ion Chambers
-
Latch Assembly
-

Liner Tubes
-

Pyle National Connectors for Flux Detectors
-
Shield Plugs
-

Thimbles
In-Stock Zircaloy Metals
-
Small Quantities of Zircaloy Bar
-
Small Quantities of Zircaloy Rod
-
Small Quantities of Zircaloy Sheet
-

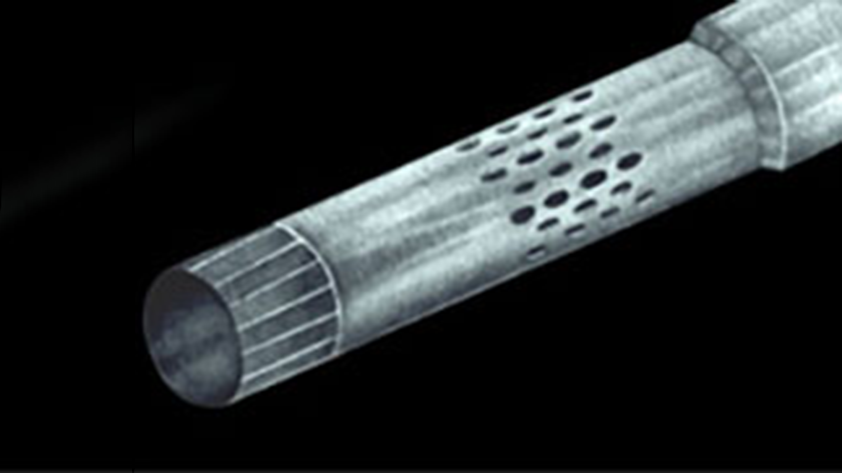
Small Quantities of Zircaloy Tube
Other Services
-

Complete Non-Destructive Testing Services
-

Custom Fabrication - Isotope Transportation Packaging
-

Custom Fabrications - Reactivity Drive Mechanisms
-

Oxide Coating Services
-

Pickling & Passivation
-

Polishing
-

Seam Welded Precision Tubing